1/2” Bolt & Screw Dimensions: Diameter & Head Size
1/2″ screw dimensions and bolt sizes are widely used for heavy-duty structural applications, industrial machinery, and automotive suspension systems. A standard 1/2″ screw features a 0.500″ nominal major diameter and is available in 1/2″-13 coarse (UNC), 1/2″-20 fine (UNF), or 1/2″-28 extra-fine (UNEF) thread pitches, representing 13, 20, and 28 threads per inch (TPI) respectively. This reference chart follows ANSI/ASME B18.6.3 and B18.3 standards for the head size and ANSI/ASME B1.1 standards for the thread dimensions to ensure compatibility across imperial fastening applications.
Disclaimer: Dimensions and tolerances may vary slightly depending on head style, manufacturer, or material — always verify with the official product datasheet before use.
1/2-13 UNC Screw & Bolt – ANSI/ASME B1.1
Dimension
Size (in)
Min
Max
Major Diameter
0.4822
0.4985
Pitch Diameter
0.4411
0.4485
Minor Diameter
Not specified
0.4069
Threads Per Inch (TPI)
13
Major Diameter
0.4876
0.4985
Pitch Diameter
0.4435
0.4485
Minor Diameter
Not specified
0.4069
Threads Per Inch (TPI)
13
Major Diameter
0.4891
0.5
Pitch Diameter
0.4463
0.45
Minor Diameter
Not specified
0.4084
Threads Per Inch (TPI)
13
1/2-16 UN Screw & Bolt – ANSI/ASME B1.1
Dimension
Size (in)
Min
Max
Major Diameter
0.4892
0.4986
Pitch Diameter
0.4533
0.458
Minor Diameter
Not specified
0.4242
Threads Per Inch (TPI)
16
Major Diameter
0.4906
0.5
Pitch Diameter
0.4559
0.4594
Minor Diameter
Not specified
0.4256
Threads Per Inch (TPI)
16
1/2-20 UNF Screw & Bolt – ANSI/ASME B1.1
Dimension
Size (in)
Min
Max
Major Diameter
0.4865
0.4987
Pitch Diameter
0.4598
0.4662
Minor Diameter
Not specified
0.4392
Threads Per Inch (TPI)
20
Major Diameter
0.4906
0.4987
Pitch Diameter
0.4619
0.4662
Minor Diameter
Not specified
0.4392
Threads Per Inch (TPI)
20
Major Diameter
0.4919
0.5
Pitch Diameter
0.4643
0.4675
Minor Diameter
Not specified
0.4405
Threads Per Inch (TPI)
20
1/2-28 UNEF Screw & Bolt – ANSI/ASME B1.1
Dimension
Size (in)
Min
Max
Major Diameter
0.4924
0.4989
Pitch Diameter
0.472
0.4757
Minor Diameter
Not specified
0.4564
Threads Per Inch (TPI)
28
Major Diameter
0.4935
0.5
Pitch Diameter
0.474
0.4768
Minor Diameter
Not specified
0.4575
Threads Per Inch (TPI)
28
1/2-32 UN Screw & Bolt – ANSI/ASME B1.1
Dimension
Size (in)
Min
Max
Major Diameter
0.493
0.499
Pitch Diameter
0.4752
0.4787
Minor Diameter
Not specified
0.4618
Threads Per Inch (TPI)
32
Major Diameter
0.494
0.5
Pitch Diameter
0.4771
0.4797
Minor Diameter
Not specified
0.4628
Threads Per Inch (TPI)
32
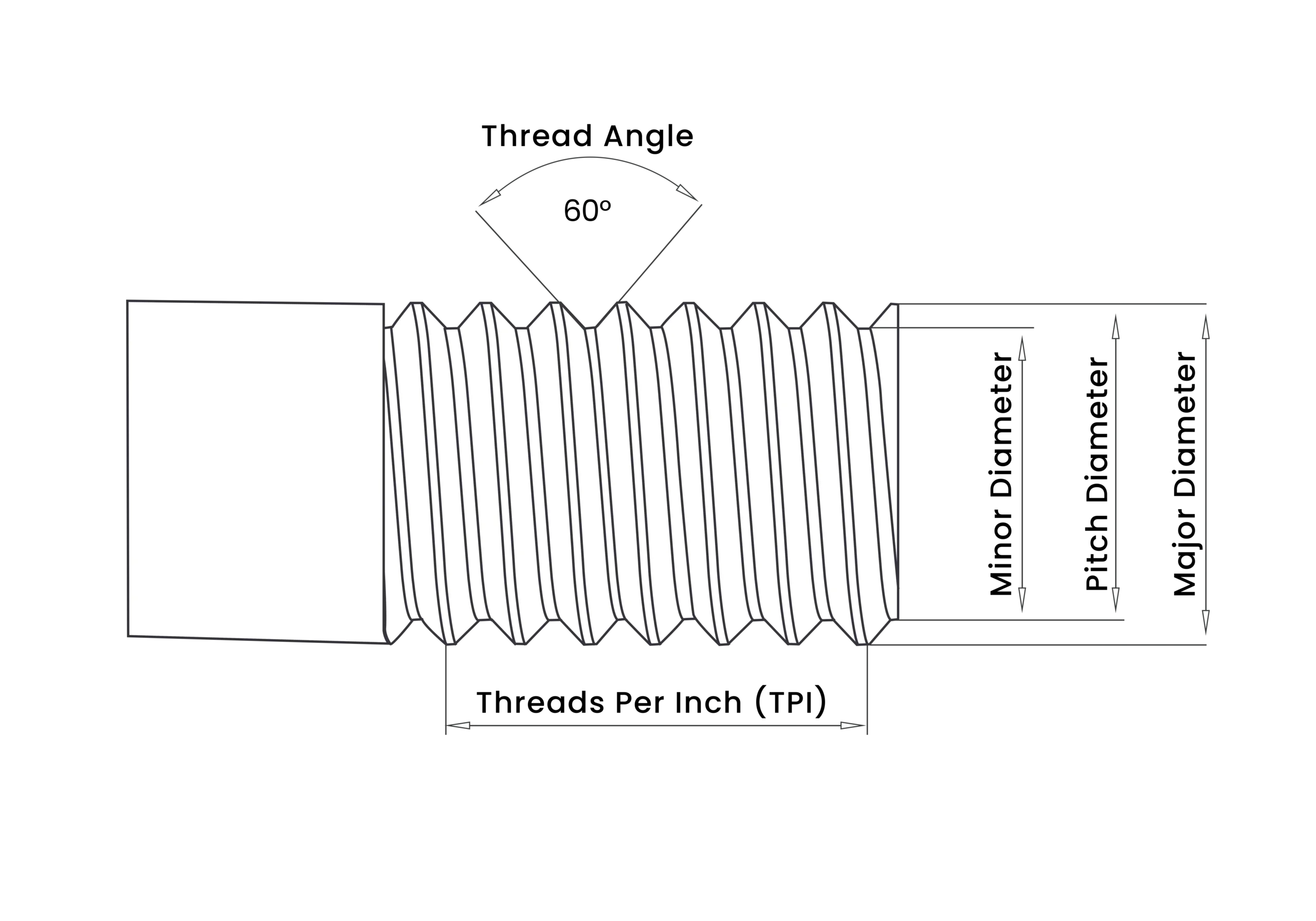
Major Diameter –
The largest diameter of the external thread, measured crest to crest.
This defines the nominal size of the screw or bolt.
Pitch Diameter –
The diameter of an imaginary cylinder where the thread thickness equals
the space between threads. This dimension primarily controls thread fit
and tolerance class of 2A and 3A.
Minor Diameter –
The smallest diameter of the external thread, measured root to root.
This affects thread strength and clearance.
Threads Per Inch (TPI) –
The number of complete threads within one inch of thread length.
Higher TPI values indicate a finer thread pitch.
What is the tap drill size for 1/2″-13, 1/2″-20, and 1/2″-28 screws or bolts?
Tap drill selection is based on the material and required thread engagement. For aluminum, brass, or plastic (75% thread), a 27/64″ (0.422″) drill bit is specified for 1/2″-13, a 29/64″ (0.453″) for 1/2″-20, and a 15/32″ (0.469″) for 1/2″-28. For steel, stainless, or iron (50% thread), a 29/64″ (0.453″) drill bit is recommended for 1/2″-13, while a 15/32″ (0.469″) drill bit is specified for both 1/2″-20 and 1/2″-28.
What clearance hole size is needed for a 1/2″ screw or bolt?
For a Close Fit, a 33/64″ (0.516″) drill bit is utilized. For a Normal/Free Fit (standard clearance), a 17/32″ (0.531″) drill bit is specified to allow the screw or bolt body to pass through the material without interference.
What is the equivalent size for 1/2 in metric?
For size 1/2, the nearest metric match is M12.
This particular size has a maximum major diameter of 11.974 mm (0.47142 inch),
which means the measurement offset is only about 0.726 mm (0.02858 inch).
While these diameters are nearly identical, metric and imperial fasteners are not interchangeable. They utilize fundamentally different thread systems: Imperial fasteners are measured by Threads Per Inch (TPI), whereas metric fasteners use Thread Pitch. Mixing metric and imperial hardware is strongly discouraged, as it can lead to damaged components, reduced load-bearing capacity, and catastrophic mechanical failure.
What is the difference between a bolt and a screw?
The difference is based on the intent of the fastener’s use; If the primary intent is for the fastener to pass through an unthreaded holes and be assembled with a nut, it is a Bolt. In this application, you usually hold the head and turn the nut to apply tension. But if the primary intent is for the fastener to be installed into a threaded (tapped) hole, it is a Screw. In this application, the connection is tightened by turning the head of the fastener itself.